
Sheet metal Slip Roller |
Whilst manufacturing some lighting support trussing, an interesting problem arose.
Most such trussing these days is made using aluminium, however it is expensive.
Steel trussing, whilst just as strong if not stronger, is heavier
but much cheaper. In this case I was making steel trussing from 1.6mm (1/16")
wall steel tubing. This truss is designed to use smaller diameter
locating tubes inserted into the ends of the trussing prior to bolting it to another
section. The fit of these locators in the end of the truss should be
loose enough to allow easy insertion and extraction by hand, but not sloppy.
Unfortunately, the standard size increments of 1/16" wall pipe is 1/8", meaning
each size is a TIGHT fit into the next. The ideal solution is to use
a 1.2mm wall tubing insert, however this tube is not readily available in small
quantities. The next best solution is to have the inserts rolled from
1.2mm thick sheet steel. Due to the physical size of the rolling machines used, none of my local engineering firms could roll down to the relatively small diameter I needed (42mm - 1 5/8"). Most of the small rolling machines available have a limit of 1mm thick steel due to the length of the rollers employed. At this stage it was decided to try and make a roller to suit the job, based on commercial designs. One such commercial design is the Di-Acro 12 (not available in my locality), which uses 2" dia rollers 12" long, and is shown below at left. Due to the inserts only being 95mm (3 3/4") long, I decided 6" wide rollers would be plenty. After preparing a few drawings to work out roller locations and slides, I scavenged material I had on hand to build this thing up. The frame and base sections used 1/4" steel angle, the rollers were made from heavy wall (3mm - 1/8") pipe 32mm (1 1/4") diameter, and the shafts, bearings gears etc were from stripped photocopiers (GREAT resource for electro-mechanical stuff). The result is shown below at right, and was designed to clamp to my lathe frame in use (see the lathe page for this project). |





Di-Acro 12 slip roller |
MY DIY version - who needs paint? |
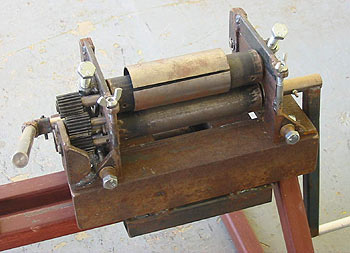
View of the gear train. Gears are steel photocopier fuser drive gears.
The two bolts at the front pull on slides underneath the lower roller bearings
and move the lower roller up or down according to material thickness. The
top clamps are also open in this view, and this allows the top roller and gear
assembly to be lifted out of the frame for removing the rolled item. Rollers
are attached to shafts using roll pins. |
Rear view showing one of the cams and slide plates which lift the rear roller into
position - this roller has its bearings pressed into each end and is not attached
to the shaft. The bolts set the maximum lift height. |
The machine in use, rolling one of the inserts mentioned previously. |
Below left is one of the inserts rolled from 1.2mm flat sheet, and in photo at right,
the insert can be seen in the end of the lighting trussing. |